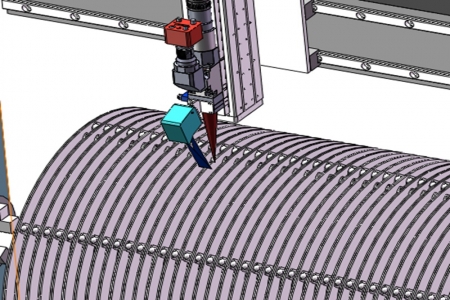
現(xiàn)在的不銹鋼波紋管基本上都是采用激光焊接,激光焊接它的能量密度高,聚焦光斑小,可以精準(zhǔn)的控制溶池,非常適合波紋管這類較薄的工件焊接,下面我們就來給大家介紹一下不銹鋼波紋管使用激光進(jìn)行焊接的優(yōu)勢。

不銹鋼波紋管激光焊接的優(yōu)勢
1.高精度、高質(zhì)量
激光焊接能量密度高,聚焦光斑小,可精準(zhǔn)控制熔池,實現(xiàn)深寬比大的窄焊縫,這種特性特別適合不銹鋼波紋管薄壁(通常0.1-1.5mm)的焊接,避免燒穿或未熔合缺陷,焊縫強(qiáng)度接近母材。
2.熱影響區(qū)小,變形量低
激光焊接速度快,熱輸入集中,熱影響區(qū)較傳統(tǒng)TIG焊減少70%以上,顯著降低波紋管因熱變形導(dǎo)致的波形畸變,保持其柔韌性和密封性。
3.材料性能保留度高
快速冷卻抑制碳化物析出,避免不銹鋼敏化,維持耐腐蝕性。
4.自動化兼容性強(qiáng)
激光焊接可集成機(jī)器人,實現(xiàn)復(fù)雜軌跡焊接(如螺旋波紋管),配合高動態(tài)振鏡,焊接速度快,適合大批量生產(chǎn)。

波紋管焊接的時候可以加裝激光焊縫跟蹤系統(tǒng)來實現(xiàn)精密自動化焊接
1.實時焊縫定位與糾偏
鐳爍焊縫跟蹤系統(tǒng)采用視覺傳感采集焊縫圖像,通過算法提取波紋管接縫特征點,實時補(bǔ)償裝配誤差(±0.01mm精度),解決波紋管因柔韌性導(dǎo)致的裝夾偏移問題。
2.自適應(yīng)焊接參數(shù)調(diào)整
鐳爍焊縫跟蹤系統(tǒng)能夠根據(jù)檢測到的間隙或錯邊量,動態(tài)調(diào)節(jié)激光功率和掃描速度,確保熔深一致性。
3.復(fù)雜三維路徑跟蹤
鐳爍焊縫跟蹤系統(tǒng)針對多層波紋管套接焊或異形輪廓(如Ω型波紋),系統(tǒng)通過6軸機(jī)器人軌跡規(guī)劃,實時修正機(jī)械臂位姿,確保光束始終垂直焊縫曲面,避免偏焦導(dǎo)致的能量衰減。
激光焊接與激光焊縫跟蹤系統(tǒng)的結(jié)合,正推動不銹鋼波紋管向更輕量化、高可靠性的方向發(fā)展,尤其在航空航天柔性管路、半導(dǎo)體超高純流體傳輸?shù)阮I(lǐng)域具有廣泛的應(yīng)用。